


Ear plate lost foam casting process
Release time:
2021-11-19 16:13
Source:
1、Foreword
The casting using the lost foam casting process can better ensure that the casting size and shape is accurate, with the characteristics of precision casting, the surface finish of the casting is high. In addition, the sand core and core making work are canceled, and the casting defects and waste products caused by core making and lower core are eliminated. The molding process is greatly simplified without the box and the mold, and the casting defects caused by the mold and the box are eliminated. The use of only dry sand molding also eradicated defects caused by moisture, additives and binders. The process flow of lost foam casting is shown in Figure 1 below. There are many kinds of castings in this field, but they are all cast steel parts. This paper takes the ear plate as an example to analyze it.
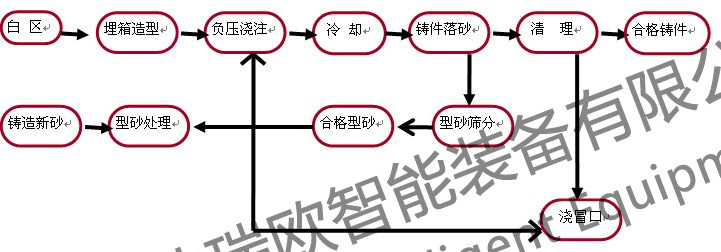
Figure 1
2. Casting analysis
(1) Size: plate strip, shaped like an ear, hence the name ear plate. The maximum length is 1885, the width is 300, the aperture is 116, 55, 40, and the wall thickness is 40(mm). Single piece weighs 250Kg. Other data parameters are shown in Figure 2.
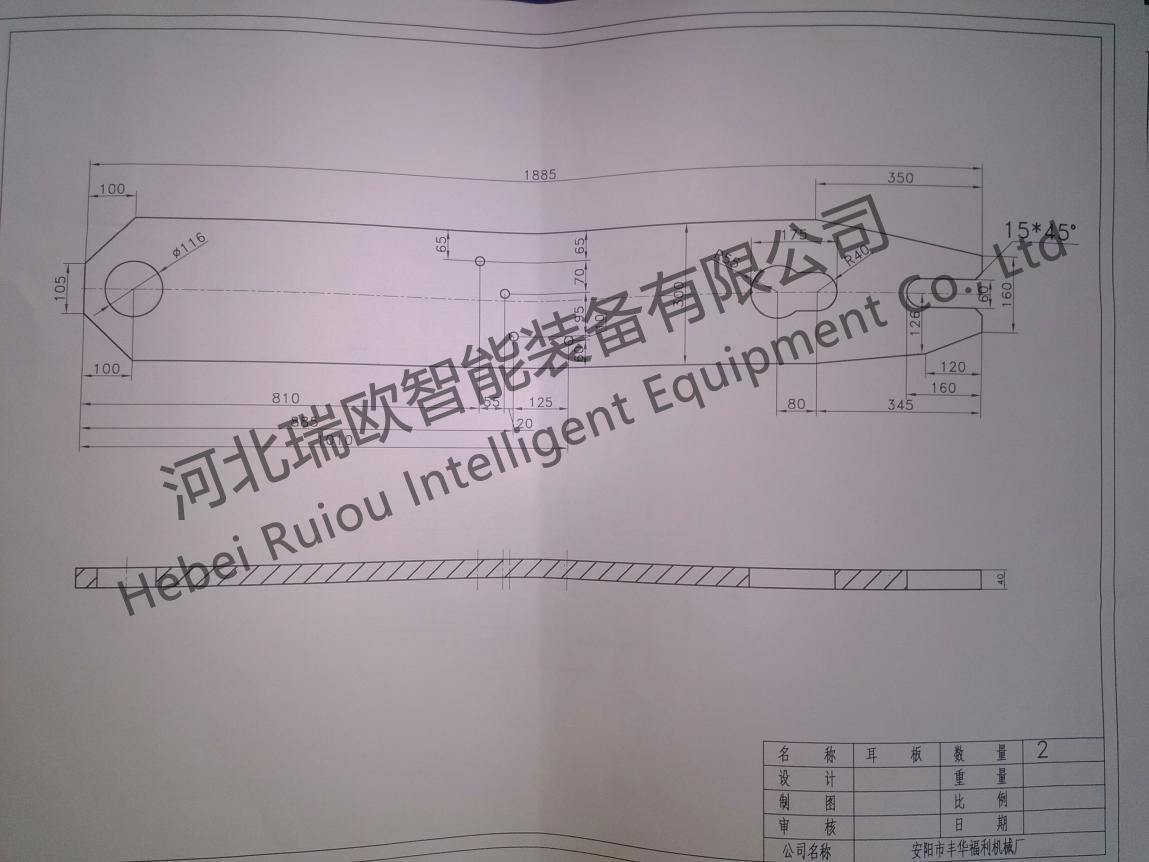
Figure 2
(2) Material: nickel-chromium stainless steelZG1Cr13Ni9
(3) Requirements: The surface quality of the casting is higher, and its material is stainless steel, and the degree of steel purification is higher. Because the "ear" bears a large force, the casting here shall not be in any internal porosity and slag inclusion.
(4) Casting analysis:
A, casting is similar to long plate, coating white film weight is large, easy to lead to deformation of casting, so in the drying process as far as possible to make the area on the horizontal plane is smaller, that is, the casting stand up do not lay flat overhead.
B, two risers should be placed in the 1/3, so that the whole casting is within the scope of feeding.
C, because impurities have a great influence on the mechanical properties of castings, it requires strict slag blocking.
3, Casting System Design
Steel castings are characterized by high melting point, poor fluidity, large shrinkage, and easy oxidation. The casting system is required to have a simple structure and a large cross-sectional area, so that the filling is fast and stable, and the flow is not suitable for dispersion, which is conducive to the sequential solidification of the casting and the feeding of the riser. Shrinkage should not hinder the shrinkage of the casting.
Combined with the structural characteristics of the casting, the top casting can be used.
For riser size, first calculate casting modulus MCastDetermine riser modulus M according to casting modulusTakeCalculate the body shrinkage ε of the casting, and then determine the specific shape and size of the riser. The riser of this casting is 250mm long, 200mm wide and 300mm high.
4. Process flow
(1) White area:
Due to the small number of castings, hand-cut white molds are used on site. Requirements for large white mold plates: density control below 19g/L, surface continuity is good, and full drying.
(2) Yellow Zone:
The coating thickness is required to be 1.5-2.0mm, the connection with the riser should be thickened and protected, and the coating thickness of the corners should be strengthened where there are holes.
Drying process should be as far as possible to ensure that the coating dry degree, to avoid the formation of wet moisture evaporation pore defects.
(3) Black area:
The white mold adopts the outer group type, one cluster with two pieces, one box with one cluster. The buried box uses a mobile vibrating table, and the sand is shockable in layers. The gate shall be treated with water glass sand to prevent sand washing during pouring.
Casting temperature: 1560-1580 ℃
Negative pressure:-0.050MPa,-0.020MPa for 15 minutes.
Casting speed: about 40s, fast pouring
Turn over the box after 3 hours.
The following figure shows the white mold of the casting and the casting after turning over the box.


5. Defect analysis
The common defects of lost foam steel castings are carbonization, porosity, slag inclusion and backspray.
Carbon increase: reason: mainly is the foam material is mainly composed of carbon and hydrogen, high temperature separation of hydrogen combined with oxygen into water vapor escape, the remaining carbon residue in the mold, so that the steel casting surface carbon. Preventive measures: select high-quality foam plastics, adopt reasonable casting process, and increase risers far away from the inner gate according to the characteristics of increasing carbon farther away from the inner gate.
Air holes: the foam is not dry caused, may also be involved in the casting of air to form pores. Preventive measures: improve the process to make the molten steel fill smoothly without turbulence, increase the casting temperature, increase the negative pressure, and improve the permeability of the coating and sand mold. The use of hollow sprue mold, reduce the amount of gas, is conducive to prevent pores.
Slag: refers to the dry sand, paint and other impurities in the casting process with the molten iron into the casting and the formation of defects. Prevention and control measures: select high-quality paint, set the casting pressure head, temperature and time reasonably, and determine the negative pressure reasonably.
Backspray: During the casting process, the air pressure in the cavity rises sharply due to the large amount of gas generated by thermal decomposition of the mold and cannot be eliminated in time, which is easy to cause fire spraying or liquid metal spraying and lead to the scrap of the casting. Prevention measures: EPS pattern density control in 0.018-0.022 g/cm3The appearance should be dry to reduce moisture and gas output. Control the casting temperature and speed, design a reasonable casting system.
6. Summary
Lost foam cast steel is in the early stage of development in China's lost foam casting industry, and has a large space for development. Through the casting process of the ear plate, satisfactory castings can be obtained, and the points that need attention and prevention in the whole casting process are described in detail, which provides reference and theoretical basis for the production of similar material shape castings.
Related News
{kind=link}





Innovation Building, 453 Yuhua East Road, Shijiazhuang High-tech Zone



Social media