


Lost Foam Casting Process of Flywheel Shell
Release time:
2021-11-11 16:56
Source:
Foreword
Recently, our company is working on the production and commissioning of the 3000T lost foam casting production line for Liaoning customers. The production line mainly produces flywheel shell, clutch shell and other gray iron shell castings.
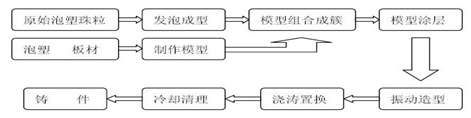
Lost foam casting technology (EPC or LFC) is a casting method in which foam plastic is used to make a solid shape exactly the same as the structure and size of the part, refractory bonding coating is dipped, dried, dry sand is molded, vibrated and compacted, and then molten metal is poured to make the shape disappear by heating and gasification, thus obtaining a metal part consistent with the shape. Lost foam casting is a new technology with no margin and precise forming. It does not need to be combined to take the mold, and uses dry sand without binder to reduce pollution. It is considered to be the most likely green casting technology in the 21st century. The lost foam casting process of the flywheel shell is mainly introduced.
2 Casting structure analysis
The flywheel housing is an important part of the car. It has high assembly accuracy, high processing accuracy, and many processing surfaces. The maximum processing capacity is 1~2mm. The single-piece weight of the casting is about 20kg, and the outline size is 420*400*130mm. The wall thickness of the casting is uneven, the thinnest part of the wall thickness is only 6mm. The casting requires no sand holes, no pores and the inner cavity structure is more complex, pay attention to prevent the production of iron sand.
3 Process Flow
3.1 white area
(1) Pre-foaming
Bead advance is a key link in lost foam casting, because the fluctuation of density will affect the shrinkage, strength and casting defects of the pattern.
The automatic electric pre-hair machine produced by Ruiou is used. The foaming raw materials are EPS materials (Longwang and H-S). After pre-hair, beads with density and temperature (25~27g/L) can be obtained. After pre-hair, they are cured for at least 6h before use.
(2) Molding
Use single-screw semi-automatic molding machine, running smoothly. The external conditions are set as follows: steam pressure 0.4~0.6MPa, water pressure 0.3~0.4 MPa, air pressure 0.6~0.8 MPa, and manual charging. The specific operation process is as follows:
1) First, open the steam valve to preheat the mold to reduce the condensation water in the mold during molding. After preheating for 10s ~ 15s, close the steam valve, use compressed air to blow dry the water in the mold, and use compressed air to suck the beads into the material gun and fill the mold cavity;
2) Start the automatic button of the semi-automatic molding machine, and the machine sets the parameters according to the program to carry out the heating and cooling process until the molding machine automatically demoulds.
3) Then remove the white mold, the white mold is naturally dried in the air for 4h ~ 8h, and put into the drying room after the size is stable.
(3) White mold drying
Put the qualified white mold into the drying room for drying. The drying room adopts the automatic control of temperature and humidity with steam heating as the main and electric heating as the auxiliary designed by Ruiou Company. The temperature of the drying room is set to 50 ℃-55 ℃, and the humidity is set to below 16%. (The temperature of the drying room shall not exceed 55 ℃, the temperature is too high, and the white mold is easy to deform.) The white mold shall be placed in the drying room for drying for about 24 hours, subject to the same weight of the white mold before entering the painting process.
(4) bonding, group type
1) Grind the flash and burr on the outer surface of the model, and repair the defects such as pits, damage and damage with paper tape, double-sided adhesive tape and repair paste. Seal the large bonding gap with double-sided adhesive tape.
2) When sticking the mold, the amount of glue applied at the junction of the inner gate and the white mold should not be excessive. Excessive glue will make it difficult to apply the coating with general coating performance, resulting in a thin coating thickness at this part. During pouring, the molten iron will break through the coating and bring sand into the molten iron, resulting in sand inclusion in the casting. Therefore, when applying hot glue, the spilled excess glue should be scraped off with a blade.
3) Setting of gating system
Gating system design has a great influence on the quality of castings. If the design is unreasonable, the castings will have defects such as cold insulation, wrinkled skin, insufficient pouring, porosity, carbon deposition, etc. The correct selection of gating system process design and technical parameters is the key point of lost foam casting technology control.
Gating system process design principles:
The molten iron into the cavity should flow smoothly, and have a certain flow and rising speed;
The pouring system should have a certain exhaust slag cleaning and feeding effect;
3 to combine the structural characteristics of the casting and different weight, to consider the reasonable position of the gating system, so that the molten iron into the cavity flow distance is the shortest, the minimum bending, which helps to reduce the heat loss in the flow of metal liquid.
When analyzing the shape and pouring position of the flywheel shell, two schemes are proposed for comparison: the flat pouring scheme and the vertical pouring scheme.
The cast-in-place scheme can ensure that the annular flange is not deformed, but it is difficult to ensure that the bottom of the flywheel shell is filled, and the lower cavity adopts the preset sand process. The vertical casting scheme is beneficial to dry sand filling, but the biggest problem is the deformation of the upper ring. Considering that this piece of pre-filled resin sand is relatively easy to operate, the flat casting scheme is better than the vertical casting scheme.
Calculated according to hydraulic calculation formula. The hydraulic calculation formula is as follows:
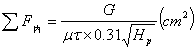
where ∑FInside-total sectional area of the in-gate, in cm2 ;
G-The total weight of the molten metal flowing through the runner, in kg, including the weight of the casting and the weight of the gating system;
μ-Flow coefficient, its value can be queried in the bibliography, and the correction value also needs to be queried, generally taking 0.30~0.40;
Hp-The height of the pressure head, determined according to the position of the model in the sand mold;
T-The total time to fill the cavity, unit s, its value can be determined by the following formula.
In order to ensure the continuous flow of liquid metal and a certain filling speed, the closed pouring system and bottom injection pouring method are selected, and the proportion of each runner is selected as: ∑FInside: ∑FTransverse: ∑FStraight=1:1.2:1.4。
The cross-sectional area of each runner of the gating system is calculated according to the theoretical method, and the size and shape of the pouring prop body are selected according to the ordinary sand mold casting. According to the shape of the casting, three inner runners are designed, and the hydraulic calculation formula is: G = 20kg, μ = 0.35, Hp= 600mm. The gating system in lost foam casting is generally obtained by manual cutting of benzene plates. Considering the convenience of cutting and the faster cooling speed of lost foam casting compared with other casting types, the gating system is generally larger. Referring to the calculation results and practical experience, the cross-sectional size of the in-gate is 6 × 30mm, and the sprue is 40 × 40mm.
3.2 Yellow Zone
As one of the key technologies of lost foam casting, coating plays a vital role in the success of lost foam casting process, and is an important process link to obtain sound castings. The coating for gray cast iron lost foam must have good permeability, thixotropy and heat preservation.
The surface of the foam pattern is painted to prevent sand sticking and reduce the surface roughness of the casting. At the same time, the strength of the pattern is greatly improved after brushing and drying, which can effectively prevent the deformation of the casting (see Figure 2c for the foam pattern that has been brushed and dried). The coating should have good air permeability, suitable strength and refractoriness.
(1) The paint shall be stirred in accordance with the specified ratio. Dip coating is adopted for brushing, so stirring for 30min is sufficient when the Bame degree reaches about 1.6.
(2) Brush the white mold twice so that each layer of paint is completely dry. The temperature of the drying room is set at 50 ℃ and the humidity is set below 16%. Brush it once in the morning, brush it for the second time in the afternoon, make up the exposed part for the second time, and thicken the gate and inlet. After two times, the thickness of white mold coating reaches 1.5mm, and the gate and inlet reaches 2~3mm.
(3) After the white mold is dipped and coated, it shall be placed on a temporary shelf for a few minutes, turned over and then left to stand until the surface coating is uniform, and then adjusted and placed on the drying shelf and placed in the drying room for drying to prevent the white mold from accumulating paint. The white mold is placed in the drying room as shown in Figure 5.
3.3 black area
The casting is produced on the assembly line designed and manufactured by Hebei Ruiou Intelligent Equipment Co., Ltd. for Liaoning Beipiao Xinglong Casting Steel Co., Ltd. The assembly line is a flexible line production mode, the level of mechanization and automation is high, the operation of the production line to achieve each beat 8min, and the failure rate is very low.
Buried box shape
The first generation of pulsating shock vibration table developed and produced exclusively by Hebei Ruiou Intelligent Equipment Co., Ltd. is adopted in China. We have explored the production process of using pulsating impact vibration table to produce flywheel shell castings. The basic situation is: two vibrations, the first time the molding sand is evenly filled to vibrate 40S flush with the parts; After the second sand release, the vibration is 20S. After a large number of tests, the compaction density of 20~40# sand can reach 1.70 g/cm through the vibration of the vibration table for 1min.3The above can meet the production requirements of the casting.
The gate should be a certain distance from the sand surface to prevent defects caused by the surrounding sand being involved in the molten iron during pouring. At the same time, the surface sand should also have a certain thickness to prevent the plastic film from being scalded during pouring. The slag riser shall be punctured to increase the exhaust effect.
In order to meet the production requirements of manufacturers, 4 clusters are poured in one box, nearly 300kg, 8 boxes per hour.
Special attention should be paid to the treatment of the gate when the box is molded, which has a great relationship with the maintenance of negative pressure and anti-flushing sand during pouring. The ceramic ring is set on the sprue, and the installation of the ceramic gate cup is the best solution.
(32) Liquid iron pouring
Do a good job of slag removal before pouring hot metal, pouring temperature is generally about 1420 ℃-1460 ℃. Open the negative pressure system before pouring, and control the negative pressure in 0.04~0.05. Because 4 boxes and 16 pouring ports are poured at one time, there are many pouring ports. If the negative pressure is too small during one pouring, pay attention to adjusting and controlling the negative pressure of each box. After pouring the molten iron, open all the butterfly valves in the sand box, and adjust the negative pressure to 0.02~0.03 for 15 minutes.
When pouring, pay attention to the pouring speed control, the general rhythm: slow-fast-slow. In the case of molten iron is not reverse spray, try to speed up the pouring speed, try to control within 20 seconds.
4 Specification of pouring process
The whole process flow of lost foam casting is more than that of other common casting methods. Each link can be described as interlocking. If any link is slightly flawed, casting pouring will have problems. Therefore, it is necessary to standardize the pouring process and strictly control each link.
4.1 specification pouring temperature
The pouring temperature of molten iron should be controlled at 1420~1 460 ℃. The reasonable pouring temperature should rely on experience accumulation, adhere to multi-temperature measurement, compare and analyze the appearance of castings, master the lower temperature limit without cold isolation, the upper temperature limit does not cause chemical sand sticking, and gradually determine the reasonable temperature range.
4.2 specification pouring speed
Improve the pouring speed; fast pouring is the characteristics of the lost foam process, pouring can often hear the sound of suction, the louder the sound the faster pouring. It is best to keep the pouring cup and sprue closed, and there is always a continuous flow of molten iron in the pouring cup. Rapid pouring reduces the overheating time of the gate position of the lower casting, and reduces the temperature difference between the upper and lower castings to prevent sand sticking and cold shut defects. The pouring speed of the lost foam of the flywheel shell is generally controlled within 20s. In order to quickly pour, the gate cup should be as large as possible in the process measures to facilitate pouring. The internal gate should be made into an open and decentralized type to realize stable and fast filling.
4.3 SPECIFICATIONS OTHER OPERATIONS DETAILS
Sticky sand is a mechanical mixture formed by the infiltration of liquid metal into the coating and molding sand. As workers use the lost foam technology for the first time to make this casting, there are many sand sticking phenomena, and the reasons are generally various:
(1) Due to the flowing of the coating, the coating at the corners is too thin, and the coating is too thin to resist the erosion and erosion of the molten metal to form mechanical sticky sand;
(2) The compactness of the molding sand is insufficient during modeling, the filling is not satisfied, and the metal liquid breaks through the coating and mechanically sticks to the sand;
(3) The pre-filled resin sand is not fixed with steel nails, which causes the pre-filled sand to fall off during the vibration molding process and also produces mechanical sand adhesion.
(4) the coating dry impervious strength is low, the amount of gas is large, the metal liquid erosion and sticky sand;
Through multiple trial pouring on site, the above-mentioned process flow is determined to basically meet the qualified casting products poured out, and can ensure a high yield of finished products.
5 Conclusions
Through the strict implementation of the process, qualified castings can be obtained, and satisfactory casting yield and finished product rate can be obtained.
Previous Page
Related News
{kind=link}





Innovation Building, 453 Yuhua East Road, Shijiazhuang High-tech Zone



Social media