

Summary of the lost mold process of the pallet
Release time:
2022-07-21 16:47
Source:

1. Foreword
At present, a simple lost foam casting production line is used to produce three kinds of pallet products. The white mold is currently handed over to the white mold factory. There are only yellow areas and black areas on site. After the white mold made by the white mold factory is delivered to the site, the paint is painted on the site and then poured. The on-site workers have been doing smelting for decades and have rich experience.
2. Casting structure analysis
Three castings (pallets) are made on site, all of which are small pieces, one of which is very thin 5~6mm, and some details need to be paid attention to (how to reduce the tendency of white mouth, etc.). The three pieces are not processed, the surface quality requirements are not high, and the strength and toughness requirements are high, so the difficulty is mainly to fine-tune the ingredients according to the actual pouring situation (white mouth).

3. Process scheme
3.1 white area
The white mold in the white area on site is customized from the white mold factory, so the current white area only needs to be responsible for cutting the pouring system and bonding the group type.
The in-gate has been sitting on the mold and is made with the appearance, thus saving the process of bonding the in-gate. Adopted jacking gating system. The advantage is that the filling speed is fast, the gate can be used as the riser, which plays the role of feeding, can save the process of setting the riser and bonding the combined riser, improve the process yield and improve the production efficiency. The cross-sectional size of the sprue is 80mm * 80mm, the cross-sectional size of the beam is 80mm * 50mm, the cross-sectional size of the runner is 50mm * 40mm, and the wall thickness of the inner gate is the same as that of the casting (the above dimensions are all determined according to the actual production situation on site). Make pouring cup with resin sand. The group type is shown in Figure 3.1, and the pouring cup is shown in Figure 3.2. The on-site grouping is a horizontal runner and the white mold pattern below, the cross beam and the sprue are grouped together, then the paint is brushed and dried, and the remaining part of the box is grouped together. According to the actual situation, other sites can be grouped first and then painted, or they can be grouped first and then painted. The sprue and beam suggest grouping in the box.
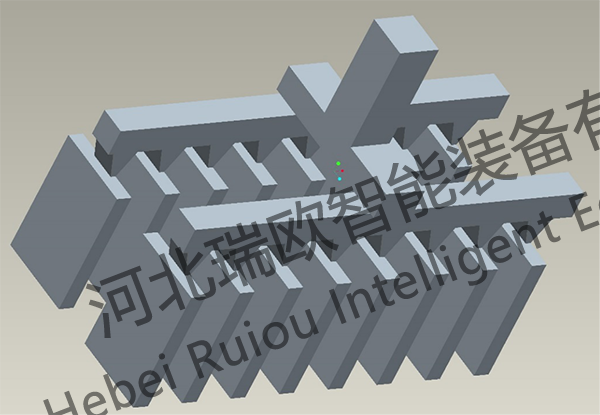
Figure 3.1

Figure 3.2
3.2 Yellow Zone
The use of vanishing model high manganese steel special coating, because the product is relatively simple, so the appropriate control of coating concentration, for two times coating done, reduce the amount of coating, improve production efficiency.
(1) The coating shall be stirred according to the specified ratio for 40min, and the Bomei degree shall reach about 1.6~1.7. The coating shall be carried out by means of shower coating.
(2) Brush the white mold twice so that each layer of paint is completely dry. The temperature of the drying room is set at 45 ℃ ~ 50 ℃, and the humidity is set below 16%. After drying for 1 day for the first time and drying for 4~6h for the second time, the exposed part shall be repainted, and the gate and inlet shall be thickened and brushed. After two times, the thickness of white mold coating reaches 1.5mm, and the gate and inlet reaches 2~3mm.
(3) After the white mold is dipped and coated, it shall be allowed to stand for 1min until the surface coating is uniform, and then the placement position shall be adjusted and placed in the drying room for drying to prevent the white mold from accumulating paint.
3.3 black area
3.3.1 Melting
(1) The melting temperature has a great influence on the wear resistance of high manganese steel. As 3.3 in the figure, when the melting temperature is controlled at 1500 ℃ ~ 1550 ℃, the inclusions in the molten steel float better, the suction is not serious, and the relative wear of the steel is the lowest. If the temperature is too high, the suction of molten steel will be serious; if the temperature is too low, the viscosity of molten steel will be high,
Gas and inclusions are not easy to float and exclude. Therefore, according to the actual situation, the temperature is set at about 1550 ℃.
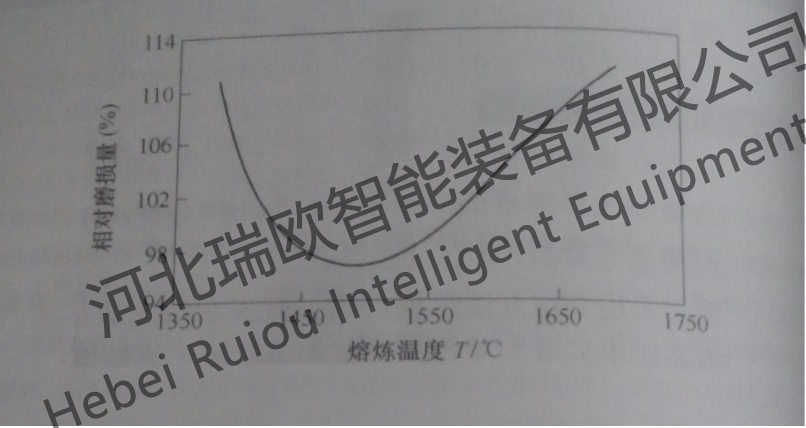
Figure 3.3
(2) The composition is fine-tuned according to the actual situation of on-site pouring. See Chapter 4 Defect Analysis and Control for details.
3.3.2 Modeling of buried box
The site is currently using a simple production line, their own simple rain plus sand.
(1) First add 200mm of bottom sand, turn on the vibration, and vibrate the bottom sand.
(2) Then take out the dried white mold in the drying room, group the inside of the box, and frame the cross beam on the two horizontal runners. The vertical runner is close to the opposite side of the negative pressure port to facilitate pouring. When adding sand to the sand to cover the pattern, turn on the bottom vibration and the side vibration in the non-radial direction of the shaft hole, vibrate for 30~40s, fully vibrate, the time should not be too long, avoid vibration cracking the white mold, and then turn on the vibration in the radial direction for about 10s. The time control requirement is relatively strict, the time is too short, the shaft hole vibrates unrealistically, and the white mold may be broken (vibrated in this direction in a long time, sand to the pallet torque is larger).
(3) After that, continue to add sand, cover the position of the sprue, vibrate slightly, and then connect the gate cup made of resin sand with the sprue.
(4) Because the three products are relatively small, and the size difference is relatively large, the cooling speed difference is large, so only one product is buried in a box.
3.3.3 Molten Steel Pouring
(1) Do a good job of slag removal before pouring the molten steel. After the molten steel is discharged, pour it as soon as possible. The pouring temperature is generally about 1520 ℃. When the molten steel is coming out of the sand box, open the negative pressure system and control the negative pressure at -0.03 ~-0.05Mpa. Pay attention to the three products, the thinnest-0.03Mpa is fine. The wall is thin and the negative pressure is too large to affect the smooth filling, resulting in insufficient pouring, fast cooling speed and increasing the tendency of white mouth. The other two corrugated pallets can be adjusted according to the actual pouring situation.
(2) The pouring speed should be controlled and poured according to the rhythm of slow first, then fast and then full. First, slowly open the runner to prevent splashing, then quickly ensure the filling speed, and then slowly prevent overflow.
(3) after pouring pressure, 4~6min can be, the smallest pressure tray 1~2min, to prevent the cooling speed, increase the tendency of white mouth.
(4) Turn over the box after heat preservation for 40min ~ 60min, clean up the castings, and enter the shot blasting machine with shot blasting machine. If not, try to clean up the paint to prevent the layer from being too hard to be thrown off after cooling down.
4. Defect analysis and control

Figure 4.1
Figure 4.2
The main problems of castings in actual production are shown in Figure 4.1 and Figure 4.2. The section is silvery white, with serious white mouth and carburizing structure, resulting in hard and brittle castings. In addition, the castings are relatively thin, causing fracture when turning over the box.
High manganese steel has a high manganese content, manganese is a white-mouthed element, which promotes white-mouthed, and the casting is thinner and the cooling speed is fast, which further promotes white-mouthed. On the one hand, the silicon content can be appropriately increased and fine-tuned according to the pouring situation. On the one hand, after pouring the thin-walled parts, the negative pressure will be stopped within 1~2min to slow down the cooling speed.
Related News
{kind=link}





Innovation Building, 453 Yuhua East Road, Shijiazhuang High-tech Zone



Social media