

Process Flow of Lost Foam Casting Machine Tool Base
Release time:
2022-07-18 14:35
Source:

The casting process of machine tool parts has a variety of such as: resin sand process, coated sand process and lost foam process; Among them, the use of lost foam process casting machine tool parts is also popular in recent years, because of its low casting cost, environmental protection, low labor cost, short production cycle and other characteristics gradually get the favor of the majority of casters, this paper.By telling the casting process design ideas,Coating brushing and drying processBuried box pouring operation and shot blastingClean up,Explain the production process of lost vanising pattern.
Product material: HT300(Common cast iron row numbers areHT150,250)
Purpose: CNC machine tool base
CNC machine tools, machining centers, etc. are indispensable industrial equipment for production and manufacturing. It has a pivotal weight in the manufacturing industry. It is used in a wide range of fields, such as: automobile processing and manufacturing, mechanical equipment manufacturing, military equipment manufacturing, etc. It is not too much to say that it is the core of the manufacturing industry; the basic components of CNC machine tools include: numerical control device, servo drive device, machine tool body, processing program carrier and other auxiliary components, the main body of the machine tool is the basis of the whole set of equipment, but also the production of product quality, accuracy guarantee.
machine tool main body process analysis:
As a kind of large-scale casting, the structure of the bed casting product itself is relatively complex, and the casting itself is prone to defects such as pores, white mouth, slag inclusion, cold insulation, etc., and the problems such as pores that are prone to occur in the processing parts are not allowed;AdoptLost foam casting process, must grasp every link, every step of the details can not be ignored, especially in the early stage of buried box pouring follow-up details need to be checked one by one, each step of the operation steps must be carried out according to the specification, problems, problems found in time to deal with, and make records, in order to improve the yield of products, to avoid unnecessary casting defects.Its overall process flow is:
White area: (cutting/molding machine mold) white module mold forming
Yellow area: dip brush paint, drying
Black area: black area buried box modeling, negative pressure, pouring
Shot blasting, heat treatment processing
During the pouring process of lost foam casting, the foam will vaporize rapidly after encountering molten iron, and the temperature of molten iron will drop. If the inside of the white mold is not dried (there is water inside) or the yellow mold is not completely dried, back spray will occur during the pouring process. If the pouring temperature is too low, defects such as cold isolation and insufficient pouring will easily occur. Sometimes, incomplete gasification of the foam model will occur, causing some foam residue to remain inside or on the surface of the casting, cause carbon defects, this defect will lead to casting internal organization loose, not dense. In this regard, through continuous improvement of process methods to take corresponding measures to improve production efficiency under the premise of ensuring product qualification rate.
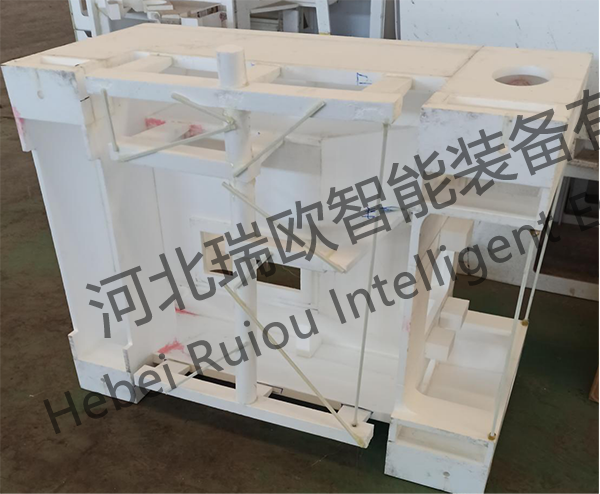
1.white area
White mold forming is divided into two types: white mold cutting assembly forming and molding machine foaming forming (1) cutting assembly forming: the following figure shows the product in a two-dimensional pattern1:1Decomposition, use foam cutting machine to blanking each part of the machine tool, splice by manual group, add support at the easily deformable position to prevent deformation during pouring, the materials used include fiber rods, ceramic sheets, use high temperature resistant glue rods, or cold glue bonding, group to complete simple drying or drying, drying temperature45℃, drying time≥4 hours (main drying bonding part)


Note: In the process of grouping, it must be noted that the sealing connection position is firmly bonded and no gap is allowed.
Small parts of the surface scars can be repaired in time with repair ointment, and large parts can be repaired with white mold scrap and hot glue. If the scars are too obvious, repair can be abandoned if the difficulty of repair increases, so that the coating is not easy to enter the inside of the product during the dipping process, thus reducing the scrap rate.
Foaming molding mold: particle foaming→Forming machine forming→White mold drying→Group type
particle foaming
Use an electric heating steam pre-generator, the foaming raw material is Longwang material, the bead density after pre-development is 22~23g/L, and the pre-development is dried and matured at least5hAfter use. (Note: the steam pressure of the pre-generator should be less than 3Mpa)
Forming machine: Use semi-automatic forming machine, running smoothly. External conditions: steam pressure 0.4~0.6MPa, water pressure0.3~0.4 MPaAir pressure0.6~0.8 MPa, manual charging. Adjust and set the running parameters, and pay attention to prevent the deformation of the white mold.
White mold drying
Put the qualified white mold into the drying room for drying. The drying room adopts automatic control of temperature and humidity, steam drying and electric heating. Drying room temperature is set to 45 ℃, humidity is set16%The following. Put the white mold into the drying room for drying1Days, to weigh the weight of the white mold unchanged, can enter the brushing link.
Bonding, group type
Grind the flashes and burrs on the exterior of the model, repair the pits, damage and other defects with paper tape, double-sided adhesive tape and repair paste; evenly apply cold glue,Bonding the white mold segments together,Whether it is bonding or repair, the amount of glue must be strictly controlled to reduce its impact on the casting. In the sprue design and riser, the pouring process is diversified according to different sizes of products, with single-piece pouring, direct runner 60mm * 50mm (or diameter 60), cross runner 50mm * 40mm, and cross gate 60mm * 25mm.
The parts that are easily deformed by external force are supported by bamboo strips or high temperature resistant plastic strips.
2.yellow area
(1) The paint shall be stirred in accordance with the specified ratio. Dip coating method is adopted for brushing, stirring120min, adjust the viscosity, the degree of Bomei can reach about 65-68.
(2) When brushing the paint for the first time, mix the paint and water according to the ratio of 1:0.6, pour the measured water into the mixing bucket, turn on the mixer, slowly pour the paint (the whole bag needs to be poured completely) under the working state of the mixer, stir for more than 2h, the paint is uniform and free of dead pieces, and the paint can be poured into the coating tank after the paint density (BO 65-68) is qualified, let stand for 5 minutes, you can use, the first time the coating should not be too thick, so as not to cause surface cracking during drying, affecting the quality of castings. Due to the large size of the casting, the brush coating method is adopted.
Put the yellow mold with good assembly and uniform coating of the model into the drying room. The drying room adopts electric heating or air energy heating method to control the temperature of the drying room at about 45 ℃, and the temperature should not be too high, otherwise it is easy to cause cracking at the edges and corners of the yellow mold, and the humidity is lower than 15%. The yellow mold should not be directly blown by the drying heater. Drying in this environment for about 8 hours, at this time the coating thickness of 0.5-0.8mm.
(3) the second brush, the paint density is larger than the first (Baume degree 68-70). The model after the first drying is painted, and the operation process repeats the first process. The thickness of the coating layer reaches between 1.2-1.7mm after drying. After brushing, it shall be transported to the drying room and placed separately from the yellow mold after brushing. The second drying time is 24 hours, if the weather is clear and breathable, it can be dried in the sun. If the product castings need to be painted for the third time, the thickness of the third painting is 2.0-2.5mm (large pieces) and the drying time after painting must be more than 24 hours; For the blind hole dead angle position or easy to vibrate, resin sand is needed to further reinforce these parts before burying the box, the thickness can be determined according to the data obtained after the first pouring (the recommended thickness is between 20-35mm).
(4) The coating thickness of sprue and runner is recommended to be ≥ 3mm, and the drying time is more than 48 hours, and it must be used after drying.


3.black area:
(1) Buried box
In the process of burying the box, the sand must be added in five times (the number of times of adding sand can also be determined according to the size of the casting). The thickness of the bottom sand is generally about 20cm, and the vibration frequency is35HzThe left and right vibration time is50SLeft and right, put into the yellow mold and add sand to the yellow mold 1/3 to vibrate again. The vibration frequency is45HzThe left and right vibration time is60SOn the left and right, when sand is added to the 2/3, the same frequency is vibrated. Due to the large number of blind holes in the product casting, sand needs to be inserted by hand in real-time vibration to prevent the sand inside the model from collapsing the box during pouring. Assemble the sprue. During the assembly process, the sprue nozzle joint must be sealed with paint, resin sand, graphite paint and other materials to prevent sand flushing during pouring, the coating medium of the bonding part shall be quick-drying coating such as alcohol. After the assembly is completed, the sand filling height of the fourth buried box is at least higher than that of the yellow mold.10cmTone frequency increases50HzThe left and right vibration time is extended70SAbout, the vibration time according to the number of sand mesh and dust amount to appropriately increase the real time and vibration frequency (personal advice quartz sand20-30Objective vibration time70-120seconds, frequency45-50HZBetween, jewel sand70-100second frequency45-50HZ.), Place the plastic film (the best thickness of the plastic film is0.03-0.05mm) Finally, the time and frequency of sand addition in turn are unchanged from the last time (the time and frequency of vibration are active adjustment, and the frequency and time can be appropriately added and subtracted according to the actual operation on site)

(2) Smelting process:
In the smelting process, the use of two tons of electric furnace smelting, smelting process to strictly control the composition of hot metal.
HT300composition of molten iron

The temperature of the furnace is generally about 1540 ℃ (up and down 20 ℃).
This pouring system is mostly single pouring, and the negative pressure degree varies according to the molding sand material used. For quartz sand with large dust, the negative pressure degree is 0.7-0.85, and Baozhu sand is generally0.65-0.75Between, or according to the actual sand density to adjust the negative pressure to prevent collapse of the box if the middle pumping is not real-time can be made separately negative pressure pipe placed in the sand to increase the firmness. The actual pouring temperature shall be guaranteed at 1450-1480 ℃ and the maximum pouring temperature shall not exceed1500℃ (pouring temperature can also be adjusted according to seasonal climate), when pouring, put asbestos pad at the pouring cup to prevent sand splashing into the casting.

After the molten iron is discharged from the furnace, the required metal elements need to be added in time according to the chemical composition test before discharging. Slag retaining cotton is placed at the pouring nozzle to prevent slag from flowing in. The pouring speed must be from slow to fast. The internal channel of the yellow mold will be gasified in the early pouring stage. After the pouring channel is opened, the pouring will be quickly poured to prevent reverse spraying. The pouring time is generally about 45 seconds.20minLeft and right.

4. Shot blasting:
Casting pouring after the completion of the box turning time in summer≥5 hours in winter.≥After 3 hours of natural cooling, shot blasting shall be carried out. Workers shall cut the runner and check the product for defects (after turning over the box, first check the outer surface of the casting for defects, which is the best way to judge whether there is a problem in the preliminary work of pouring the product).

5. Annealing treatment:
Adjust the hardnessin processing.
After the processing is completed, the tempering treatment.
SummaryCompared with sand casting, lost foam casting has self-evident advantages, but it also has disadvantages that operators are more inclined to be technical, standardized, diversified and long-term. Operators must undergo preliminary training before they can take up their posts, and they must have team cooperation and pay attention to details! Find problems, analyze and solve problems, record problems, classify and detail problems, organize members to discuss various process problems on a regular basis, and improve the finished product rate; Clarify the reward and punishment system.
Previous Page
Related News
{kind=link}





Innovation Building, 453 Yuhua East Road, Shijiazhuang High-tech Zone



Social media