

Coal wheel lost mold production process paper.
Release time:
2022-06-01 16:47
Source:

OneProduct Overview
Coal wheel is a kind of walking wheel of a small coal mining car in the coal mining industry. Its outer contour diameter is about 400mm and its thinnest wall thickness is 11mm. It belongs to thin-walled parts. Its characteristics are summarized as follows:
1. The structure is uniform and smooth, and there is no obvious hot joint;
2. The minimum wall thickness is 11mm, belonging to thin-walled parts;
3. There are deep bearing blind holes.

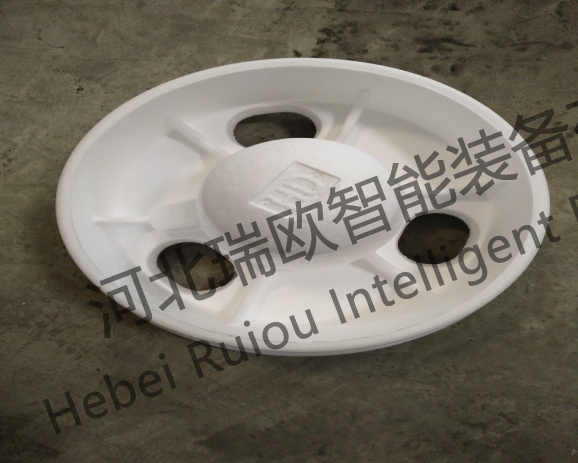
Fig. 1 Coal wheel white model and mine car
2. material selection
1. Material selection
According to customer requirements, coal wheel selection 35# steel production, the specific element content is as follows.
Table 1: National Standard Requirements for 35# Steel Material

2, Design of Chemical Elements
Since coal wheels are thin-walled castings and are made of low carbon steel, in order to meet the requirements of the lost foam process and consider the strength of the material itself, the C content is the upper limit, Si is the upper limit, Mn is the upper limit, and the S and P contents are strictly controlled.
Table 2:35# steel material design

ThreeGating system and parameter design
1. Design of gating system
Considering the structure of the coal wheel itself and the actual production efficiency, we adopt the "back-to-back" vertical casting method, with the sprue: 40*40, the runner: 40*40, the inner gate is wedge-shaped, and the cross-sectional area of the contact part with the casting: 10*40.


Fig.2 Design drawing of gating system
2. Design of pouring parameters
Table 3 Parameters of the first pouring

Table 4 Parameters of the second pouring

Table 5 Parameters of the third pouring

4. product quality and process control
Slag removal, desulfurization and deoxidation must be carried out in each pouring furnace. No water is allowed when the temperature is lower than 1690. Baking ladle shall be carried out before opening the ladle, and hot ladle shall not be used.
1、First pouring
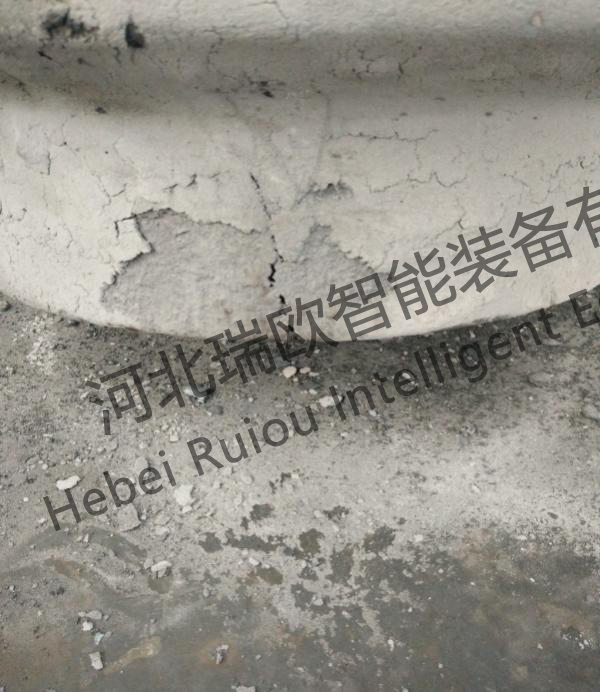

Figure 3: First poured product
Problems: The main defect is that cracks appear on the rim of the coal wheel flange, and the cracks are in different positions; backspray occurs during the pouring process.
Cause analysis: 1. The material is not up to standard and the C content is low; 2. The layer is too thick and cannot be completely dried;
Implementation measures: 1, reduce the thickness of the coating, increase the drying temperature, extend the drying time; 2, in strict accordance with the material design of smelting.
2. Second pouring
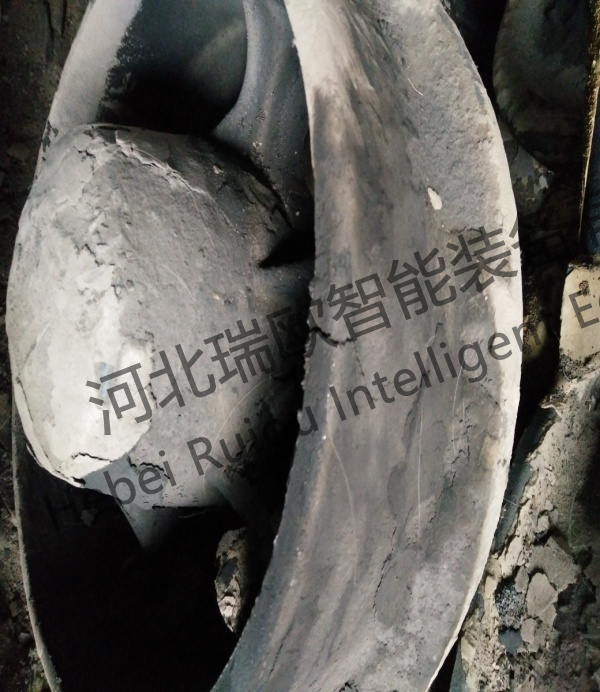

Figure 4: Second pouring product
Problems: After the last improvement, the material has reached the standard, but there are still cracks in the poured products, which are all at the bottom of the vertical direction of the pouring system compared with the first time.
Cause analysis: the bottom of the pouring system in the vertical direction is the closest part to the air chamber at the bottom of the sand box when the box is buried, and the negative pressure pumping capacity of this part is the largest, resulting in the first cooling of this part, and the part is pulled and cracked in the subsequent cooling.
Solutions: 1. Reduce the negative pressure, based on non-reverse spraying, the smaller the negative pressure, the better; 2. After the coal wheel is poured, the pressure will not be held to reduce the strength of the molding sand; 3. Ensure a fast and stable pouring speed.
3. Third pouring


Figure 5: Third pouring product
After two improvements, the crack problem of coal wheel was solved, and the final production process of coal wheel was determined.
Table 4 Final production process parameters of coal wheel

Summary of key points of 5. process
1, must be carried out in the furnace deoxidation, desulfurization and slag removal operation;
The coating thickness shall not be higher than 1.5mm, the drying time shall not be less than 24h, and the drying temperature shall not be less than 40;
3. The negative pressure shall not be higher than 0.035 at the beginning of pouring, and shall not be disconnected immediately after pouring;
4. The pouring temperature shall not be lower than 1590.
Smelting must be carried out in strict accordance with the material design standards, especially the C content shall not be less than 0.35%.
Previous Page
Related News
{kind=link}





Innovation Building, 453 Yuhua East Road, Shijiazhuang High-tech Zone



Social media