


Production Process Paper of Mold
Release time:
2022-06-07 16:19
Source:
1. Product Overview
The meeting head is an intermediate connecting block used to connect the collision body on a small coal mining truck in the coal mining industry. The structure is relatively complicated and easy to deform.

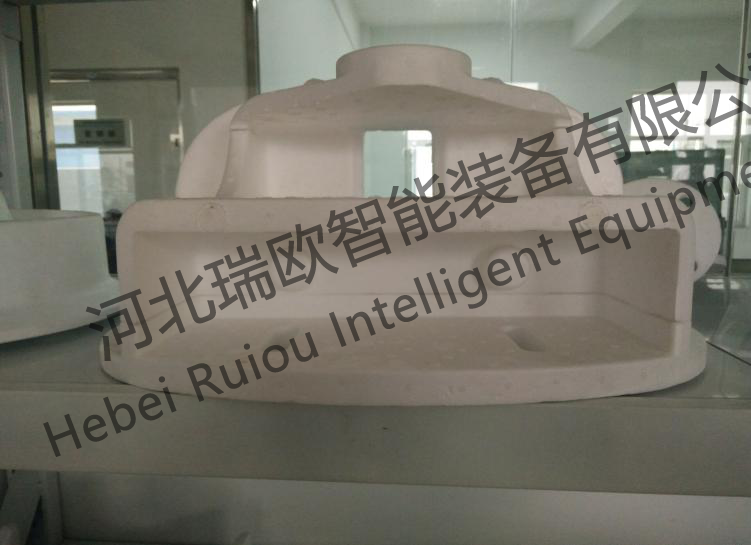
Fig. 1 White Mold for Meeting Head
2. material selection
1. Material selection
According to customer requirements, coal wheel selection 35# steel production, the specific element content is as follows.
Table 1: National Standard Requirements for 35# Steel Material

2, Design of Chemical Elements
Since the meeting head is made of low carbon steel and needs to be processed, in order to reduce the content of C, Si and Mn in the design of processing hardness elements, the lower limit is taken, and the content of P and S is strictly controlled.
Table 2: Design of chemical elements of the meeting material

3. gating system and parameter design
1. Design of gating system
Considering that the structure of the coal wheel itself adopts the vertical casting method, the horizontal runner is set at the bottom of the casting, which can effectively prevent the deformation of the two wings. Runner: 50*50, runner: 50*50, inner gate is wedge-shaped, and the cross-sectional area of the contact part with the casting is 20*50.


Figure 2: Design drawing of gating system
2. Design of pouring parameters
Table 3 Parameters of the first pouring

Table 4 Parameters of the second pouring

4. product quality and process control
Slag removal, desulfurization and deoxidation must be carried out in each pouring furnace, and no water is allowed when the temperature is lower than 1690 ℃. Baking ladle shall be carried out before opening the ladle, and hot ladle shall not be used.
1、 First pouring


Figure 3: First poured product
Problems: Backspray is serious during pouring.
Cause analysis: 1. The coating is too thick and not completely dried; 2. The negative pressure is too small;
Implementation measures: 1, reduce the coating thickness, improve the drying temperature, extend the drying time; 2, increase the negative pressure; 3, increase the sprue height.
2. Second pouring


Figure 4: Second pouring product
After improvement, the product has been stable, the appearance quality and material of the product have met the customer's requirements, after the first stage of trial pouring and small batch production to determine the material composition and pouring process parameters of the head.
Table 5 Design of Final Chemical Elements

Table 6 Final pouring process parameters of the meeting head

In order to improve the process yield and production efficiency, the "back-to-back" vertical pouring method is adopted for the later meeting, and the exhaust slag collection riser is set at the top of the meeting.


Figure 5: Type of meeting head after process improvement
Summary of key points of 5. process
1, must be carried out in the furnace deoxidation, desulfurization and slag removal operation;
The coating thickness shall not be higher than 1.5mm, the drying time shall not be less than 24h, and the drying temperature shall not be less than 40 ℃;
3. The negative pressure shall not be lower than 0.045Mpa at the beginning of pouring;
4. The pouring temperature shall not be lower than 1590 ℃.
5, must be strictly in accordance with the material design standards for smelting.
Previous Page
Related News
{kind=link}





Innovation Building, 453 Yuhua East Road, Shijiazhuang High-tech Zone



Social media