


The paper on the process of producing farm tools and castings in lost-time mold.
Release time:
2022-05-16 11:45
Source:
1. Foreword
Recently, our company completed the installation and commissioning of the basic production line of lost vanishing mold in Yunnan Agricultural Tools Factory,Lost foam casting is the 20th centuryThe revolutionary new technology of sand casting developed in the late 1950 s is known as "the new casting technology of the 2l century" and "the green project in casting". lost foam casting processThe biggest advantage comes from the fact that there is no need for mold and box operations, which brings great convenience and benefits to the process,Can cancel the sand core, parting, box and other processes, reduce the casting machining allowance, reduce hair.billetquality, reduce surface roughness.In view of this, many casting manufacturers began to turn to the lost foam casting process.
2.casting analysis
The chain links produced on site in Yunnan are 45# steel castings, which are produced by sand casting process in the early stage. In the process of using the chain links, the chain links need to be connected together with pin pins, which has high surface finish of the castings. The castings produced by sand casting need to be processed to meet its use requirements. Hammer heads are high manganese steel castings. In the process of sand casting, the process of lower core and closing box is complicated, and casting defects such as flash and burr are easy to occur, and the surface quality of the product is poor. The use of lost foam casting process greatly reduces the lower core, box and other processes, improve the surface quality of the product, lost foam casting process to produce the chain links without processing can meet the requirements of use.
The following mainly introduces the production process of chain-link steel castings. Steel castings are characterized by high melting point, poor fluidity, large shrinkage and easy oxidation, and inclusions have serious influence on the mechanical properties of castings. It is required that the gating system has simple structure and large cross-sectional area, so that the filling is fast and stable, the flow is not easy to disperse, which is conducive to the sequential solidification of castings and the feeding of risers, and should not hinder the shrinkage of castings. Figure1The product is shown in kind.

3. White area
The white mold structure required for on-site production of chain links is relatively simple, and the production batch is small, so the white mold is cut and bonded to form. For castings that need to be cut and bonded, corresponding cutting and bonding tools are generally formulated to improve production efficiency and accurately locate the structure size of castings. The company's technicians have made tooling for cutting and bonding of white molds on site, including cutting aluminum templates for the main body of castings, bonding and positioning templates for castings, bonding of gates and risers, and bonding of hot melt adhesives. There should be no gaps in the bonding parts to prevent coatings from entering the gaps and causing slag inclusion defects after pouring. As shown in Figure 2 for the white mold manufacturing process.
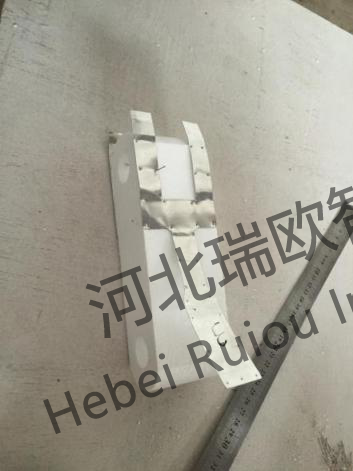


Figure2 white mold making process
4.yellow area
(1) ApplyThe material is made of special cast steel paint produced by Hebei Ruiou Paint Factory. When the paint is brushed for the first time, the paint and water are mixed according to the ratio of 1:0.65 and stirred in the paint mixing barrel.1hAfter the stirring is completed, adjust according to the viscosity of the coating. If it is too thick, add water appropriately. The brushing method is dip coating, which is convenient and quick, and the brushing is uniform. The paint used for the first time should not be too thick, and can be measured with a Baum meter. In order to avoid surface cracking during drying and affect the quality of castings. Put the yellow mold that has been painted for the first time into the drying room, and control the temperature of the drying room45 ℃Left and right, the temperature should not be too high, otherwise it has caused cracking at the edges and corners of the yellow mold, and the humidity is lower15%The yellow mold should not be directly blown by the drying heater, so as not to cause the yellow mold to be heated too high and cause the edges and corners of the paint to open.Crack. Drying in this environment8Hours or so.
(2) When brushing the paint for the second time, the paint is slightly thicker than the paint used for the first time. After the white mold is painted, it needs to stand for 1min until the surface coating is uniform to prevent the white mold from accumulating. Will be painted after the yellow mold.
(3) Put it into the drying room, the temperature is controlled at about 50 ℃, the humidity is lower than 15%, and it is dried for 24 hours. When drying for about 6h for the second time, the white leakage of the yellow mold and the runner shall be brushed. After the drying of the yellow mold is completed, the group type is carried out, as shown in the group figure 3, which is the yellow mold after brushing twice.



Fig. 3 Yellow module type process
5. Black Area Process Scheme
(1) Modeling of buried box
Use 30-40 mesh quartz sand with a bottom sand thickness of 200mm. After hanging flat, it will vibrate and place a foam model. First, use cloth bag and sand to fix the foam model, then add sand to bury half of the casting, carry out the second vibration, vibrate for 30~40s, fully vibrate, the time should not be too long, avoid vibration cracking of the white mold, this time control requirements are relatively strict, the time is too short, the shaft hole vibration is not solid, and the white mold may be broken after a long time. When shaking, go deep into the sand by hand to assist the shaking. After the second earthquake, add sand to the upper plane of the pouring cup for the third vibration compaction. Then cover with a layer of plastic film, add top sand. In order to prevent molten iron from washing sand around the gate cup into the casting during pouring, water glass sand is applied around the gate to prevent sand washing. As shown in Figure 4 of the group, the burying process is shown.
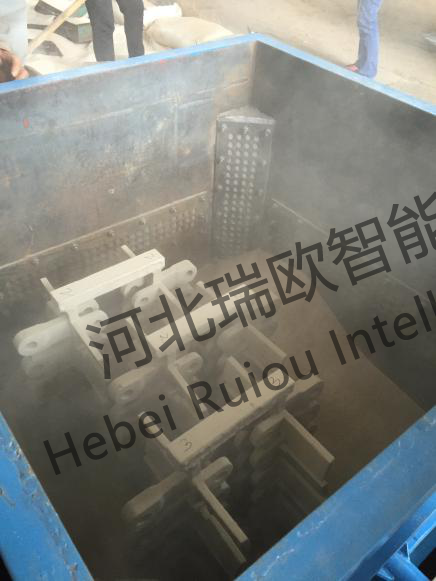

Figure4 Molding process of buried box
(2)smelting
Chemical composition preset: 
Scrap steel usedQ235 ordinary carbon steel,0.5tIntermediate frequency furnace, for example, the ratio of each raw material to scrap steel:98.6%, Ferrosilicon:0.5%, Ferromanganese:0.9%. According to the proportion of ingredients for ingredients. After the metal is melted, the temperature is raised to rinse the package. In order to reduce the burning loss of the alloy, the ferrosilicon-manganese alloy is added before the metal is melted and poured.
(3)Pouring
Do a good job of slag removal before pouring molten steel. After the molten steel is discharged, pour it as soon as possible. The pouring temperature is1520 ℃ ~ 1550 ℃, negative pressure-0.05MP. After pouring-0.025MPof negative pressure5Minutes. Insulation2Turn over the box after hours and clean the castings. The following group diagram5After cleaning over the box is shown.


Figure5 After the casting is cleaned and polished
6.defect analysis
6.1 Slag, sticky sand, sand inclusion
(1) The quality of the white mold itself is defective, which leads to the coating entering the gaps or potholes of the white mold, causing the coating residue to mix into the casting during pouring, resulting in slag inclusion.
(2) uneven coating, resulting in pouring sand.
(3) When pouring, the molten iron washes the surrounding sand and brings the sand into the casting.
(4)The deoxidation of molten iron is incomplete and the slag is not clean.
Solution:
(1) Reasonably control the negative pressure degree and pouring temperature. On the premise of ensuring the smooth progress of pouring, reduce the negative pressure degree and pouring temperature as far as possible to weaken the penetration ability of high temperature metal liquid.
(2) Sand should be added in parts.200mmThe bottom sand should be vibrated, then put into the pattern. When adding sand to the general position of the pattern, vibrate for a long time. After that, add sand and vibrate.
(3) reasonable control of coating thickness, improve the fire resistance of the coating, high temperature strength and other properties.
(4) reasonable pouring cup, to ensure that pouring, the metal liquid will not pour the sand near the pouring cup into the pouring cup.
(51) Strictly control the deoxidation process, cooperate with slag forming agent to remove slag in molten iron, and use slag cotton to effectively stop slag during pouring.
6.2stomata
(1) In most cases, due to the disorder of liquid metal filling during the pouring process, the foam pattern is cracked after contacting the metal liquid, and the generated gas cannot be discharged from the metal liquid, which will form pores. This kind of stomata often shows a large number.
(2) yellow mold drying is not complete, resulting in gas discharge blocked. If this is a major cause of pores.
Preventions:
(1) reasonable design of the gating system, so that the iron liquid filling type smooth, no disorder;Increase the pouring temperature, select a reasonable degree of negative pressure;Strict control of coating thickness and sand permeability.
(2)When the model is dried, the coating must be thoroughly dried. It is necessary to avoid putting the dried yellow mold and the yellow mold that has just been painted and ready to be dried into a drying room.
(3)When the pattern is bonded, pay attention to the use of cold glue or hot glue. The less the amount is, the better, so as to reduce the gas emission and the probability of pore formation.
(4)The closed pouring system is adopted, and the pouring speed is strictly controlled during pouring to ensure that there is a certain amount of metal liquid in the gate cup to prevent air from being involved.
7.Summary
Through the on-site trial pouring, the above-mentioned process flow is determined to meet the pouring of qualified casting products, and can ensure a high rate of genuine products. However, casting defects such as blowholes and slag inclusions can also occur as a result of pouring. The main reason for the occurrence of pores is the density of the white mold, the degree of drying and the maintenance of negative pressure. The main reason for the occurrence of slag inclusion is that the slag is not clean during the smelting process.
The whole process of lost foam casting is more complicated than other ordinary casting methods. In order to produce qualified castings, we must grasp all aspects, any link of the fault, it may lead to the emergence of casting defects. Finally, it is hoped that the production of steel castings can provide reference for the production of similar products in the future.
Related News
{kind=link}





Innovation Building, 453 Yuhua East Road, Shijiazhuang High-tech Zone



Social media