


Development of lost foam casting process for saddle type traction seat for automobile
Release time:
2021-10-13 10:50
Source:
Key words: lost foam casting, saddle traction seat, anti-deformation, QT400-18
Automobile traction seat is a kind of truck traction car used to pull semi-trailer pulling parts, as shown in Figure 1. The development and production method of lost foam casting requires that the flatness of the large back is 1mm, the material is QT400-18, and the S content is below double zero. The customer shall take the body destructive test bar for material acceptance, and no casting defects are allowed.


Figure 1 Photo of the towing seat
1 Casting process
This piece is similar to a flat casting and is designed according to the casting process of a flat casting. Considering that the large back of the casting is a machined surface and the two wings extending from the casting are unmachined, the casting is placed upright with the two wings facing upward. In order to make the metal liquid in the filling process most of the metal liquid in the flow, so we choose the stepped gating system.
1.1 white area production
The white mold of the traction seat is formed by 20g foam beads. The upper area of the white mold is large, and the overall structure is similar to that of a flat plate, which is easy to deform, as shown in Figure 2. Therefore, the anti-deformation measures of the white area are very important. In order to ensure the flatness of the large plane of the traction seat, the support method of steel frame and coated sand block is adopted, and because of the steel frame support, the coating process and drying placement are more convenient. as shown in Figure 3.


Figure 2 Photo of white mold

Fig. 3 Casting Drying Placement
1.2 paint brushing
The Baomei degree of the first coating is controlled at about 1.6, the drying time is not less than 10h, the Baomei degree of the second coating is controlled at 1.7, the drying time is not less than 24h, and the coating thickness is controlled at 1.0~1.2mm. The weight of the model is measured intermittently during the drying process, and when the weight remains unchanged, the model is completely dried. Repair the dried yellow mold and embed it with resin sand. The embed position is shown in Figure 4. After drying for 8h, it will be poured.

Fig. 4 Embedding of Yellow Formwork to be Poured
1.3 buried box shape
In the process of burying the box, the model is slightly inclined to the large plane position at an angle of about 10~15 degrees, which is convenient for the sand to fill the groove position of the rib plate. The middle position of the model height and the model are all submerged in the sand for vibration respectively, then the film is covered and the gate cup is placed.
1.4 metal smelting
Material: QT400-18, the final composition control is shown in Table 1, and the raw materials and proportions used are shown in Table 2.
Table 1 Control range of QT400-18 raw water and finished product composition
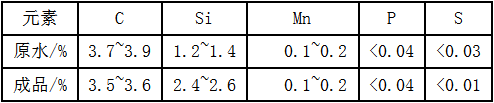
Table 2 Raw materials and proportion

1.5 pouring
The tapping temperature is 1540~1560 ℃, the pouring temperature is not less than 1420 ℃, the negative pressure is 0.04MPa, the inoculation amount during the pouring process is 0.1, and the pouring speed should be stable and fast.
2 Process and analysis
2.1 process critical control points
2.1.1 Sizing treatment
The key to the success of this material is the spheroidization[3], many tests were conducted on the selection of spheroidizing agent inoculant and spheroidizing agent types, and finally it was determined to use silicon barium inoculant (specification: Si:68% ~ 73%;Ca:1.2~1.8; Ba:1.2~3.0; Al:1.0~1.6) and spheroidizing agent brand STFA-6 (specification: Si43-46 Mg6.5-6.9 Ca2.1-2.7 Re 1.8-2.2 Al <1.2), the spheroidizing effect produced by the use of different inoculants and spheroidizing agents is shown in FIGS. 5 and 6.
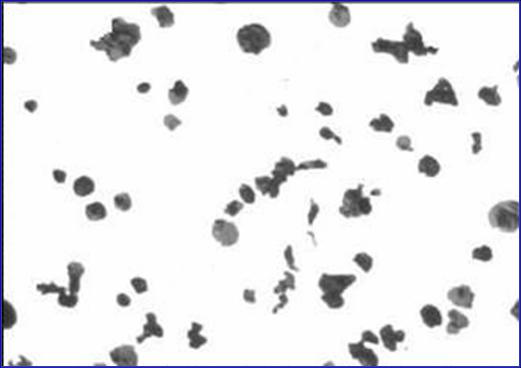
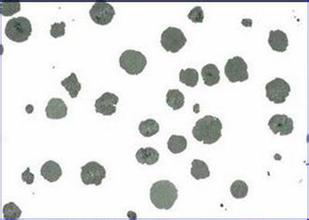
Figure 5 Inoculation diagram using ordinary ferrosiliconFigure 6 Using silicon bariumGold gestation chart
The spheroidizing treatment method is finally determined as the in-bag flushing method. In order to slow down the reaction time of the spheroidizing treatment, the surface of the spheroidizing agent and inoculant is covered with iron filings with a thickness of 15~20mm.
2.1.2 Desulfurization treatment
In order to obtain low sulfur content below double zero level, the smelting process adopts two desulfurization treatments [4]. After the molten iron is melted, 0.3% sodium carbonate and 0.3% desulfurizer are added into the bag respectively. The molten iron is poured into the molten iron bag for the first desulfurization and then returned to the furnace to heat up. In the process of spheroidization, the same amount of sodium carbonate and desulfurizer are added to the iron filings in advance for the second desulfurization, the sulfur content in molten iron can be reduced from 0.02 to 0.03 percent to less than 0.008 percent by two times of desulfurization.
2.1.3 Inoculation treatment
Inoculation treatment is carried out in three times, with 1% in the bag, 0.2 in scum and 0.1 in instantaneous.
The pouring results are shown in fig. 7, the plane deformation is 0.5~1mm, and the spheroidization rate and mechanical properties meet the customer's requirements.

Fig. 7 Finished product after pouring
3 Summary
In the trial production process of traction seat, the focus of the preliminary work is to prevent deformation. Through the formulation of special tooling, coated sand sand blocks are used to correct the white mold and prevent deformation to solve the deformation problem. The later work focuses on material control, mainly controlling spheroidization and inoculation treatment. In order to obtain stable materials, all links of the whole process from smelting to pouring are strictly controlled, and stable results are finally achieved, and the mechanical properties reach 400-23.
Next Page
Related News
{kind=link}





Innovation Building, 453 Yuhua East Road, Shijiazhuang High-tech Zone



Social media