


Product Process Analysis of Lost Foam Casting Machine Tool Parts
Release time:
2022-07-04 16:53
Source:
1 Development of Lost Foam Casting Technology in the Production of Machine Tool Castings in China
The boom of lost foam casting is developing rapidly throughout the country, and large-scale lost foam casting enterprises are growing rapidly. Through the continuous deepening of the research and exploration of lost foam casting, a number of applicable production technologies suitable for China's national conditions continue to emerge, and a number of large and medium-sized enterprises seize the favorable opportunity to continuously explore and improve on the road of research and development combining basic theory with their own conditions. Realized the leapfrog development of lost foam casting. Under the premise of continuous improvement of lost foam casting technology and supporting equipment, from the initial use of lost foam technology to produce low-end small castings, slowly developed into a large number of high-end large castings are also gradually using lost foam casting technology production, including the production of machine tools.
2 Objective analysis of casting process for machine tool castings
At present, there are countless foundries using resin sand casting machine tool castings in China, and foundries using lost foam casting technology to produce machine tool castings are gradually increasing.
The advantage of using resin sand casting process to produce machine tool castings is that the process is mature and the production quality is stable. Disadvantages are also obvious, on the one hand, the resin binder is a toxic gas with pungent odor, and the casting dust is large, the production environment is bad, on the other hand, the resin sand casting machine tool casting process is cumbersome, the operation is complex, the sand iron ratio is high, the sand recycling is difficult, the production cost is high. According to incomplete statistics, the production cost of using resin sand casting process to produce a ton of machine tool castings is nearly 1,000 yuan higher than that of using lost foam casting process to produce a ton of machine tool castings.
The advantages of using lost foam casting process to produce machine tool castings: on the one hand, it meets the requirements of national green environmental protection casting, the production environment has been greatly improved compared with traditional casting, and the process technology and supporting equipment are becoming more and more mature. On the other hand, the surface quality of the casting is good, the precision is high, the black area process is simple, no need to consider the parting and sand core, and the cost is low. At the same time, the use of lost foam casting machine tool castings, product structure can be changed at any time, designers and foundry manufacturers can work together to reduce the weight of machine parts, improve structural strength, but also optimize the casting process and improve the quality of castings.
3 Lost foam casting production machine tool castings process analysis.
3.1 white die cutting and bonding
First, the casting is divided into drawings, blanking, and attention is paid to the amount of cutting loss to ensure the correct size of each splicing part.
Second, pay attention to the increase in bonding. The bonding surface must be smooth, pre-spliced before gluing, evenly brush a layer of cold glue after checking that it is correct, and fix it with hot glue locally. Pay attention to be smooth. The gap shall be repaired with repair paste or masking paper, and no seam shall be left.
Third, the fiber rod should be bonded in advance to the parts that need to be embedded in a large area, so as to increase the adhesion degree of resin sand embedded in the follow-up and prevent it from falling off.
Selection and brushing of 3.2 coatings
First, it is necessary to choose special coatings for large castings. Compared with small castings, machine tool parts will have higher requirements for coatings. First, the coating strength should be increased, and white latex can appropriately increase the coating strength. Secondly, the anti-moisture of the coating is improved.
Second, strictly control the ratio of paint to water and stir for more than two hours, control the first spray of Bomei in 68-70, the second spray of Bomei in66-68, the third time spraying baomedu in64-66.
Third, the white mold should be prevented from deforming during spraying. First, the white mold should be placed on the spraying vehicle, suspended horizontally, sprayed and dried once or twice, and the back of the spray should be turned over after it is completely dried. During spraying, pay attention to the repair brush of edge and corner parts, and ensure that the coating thickness of the casting body reaches 2mm and the coating thickness of the gating system reaches 2mm.3mmTo avoid defects such as pores caused by angular parts of coating accumulation.
Fourth, the yellow mold is embedded with resin sand after drying, and the embedded sand is dried again for 12 hours after use.
3.3 buried box modeling matters needing attention
First, first of all, determine the placement method of castings. The thickness of bottom sand is greater than 150mm. Select the placement method with the important processing plane below. At the same time, take into account the direction of sand vibration filling. The inevitable dead corners are solved by embedding and manual sand filling.
Second, the process characteristics of the lost foam, the machine tool parts use the vertical casting method, the use of stepped gating system.
Third, when a box of more than one sand box is too large, the product cavity is more, to pay attention to the spacing of each product, if necessary, to use the negative pressure tube to cause the product internal or upper plane method. This method can effectively solve the problem of box collapse caused by insufficient negative pressure in some places.



Fourth, the supporting equipment should control the sand temperature between 50-60 degrees, which is equivalent to the temperature of the drying room. After burying the box, it can effectively prevent the collapse of the box, pores and other process problems caused by the return of yellow mold.
Fifth, the gate position of the treatment, with mud to seal the gate cup connection, to prevent the molten iron overflow sand into the casting inside. A ring of asbestos cloth or hardened coated sand shall be surrounded around the pouring cup to prevent sand or other sundries brought into the pouring cup during rapid pouring.
3.4 pouring precautions
First, the temperature of the furnace is controlled at 1530 ℃-1560℃, the pouring temperature is controlled1450℃-1480C. Too high temperature is easy to cause sand sticking, and too low temperature is easy to produce defects such as cold insulation and insufficient pouring.
Second, the pouring speed is slow-fast according to the principle of vanishing mode pouring.-Slow down, machine tool type large products pouring speed to reach15kg/sAbove, first open the pouring channel slowly, when the negative pressure suction sound is not heard, increase the pouring speed, and slow down when the molten iron reaches the pouring cup to complete the pouring.


Third, at least three times of slag making and slag stripping should be carried out in the bag before pouring. After the last slag forming agent is added, it should not be stripped out and left in the bag so that the slag generated in the bag can gather together during pouring. In addition, a piece of slag-blocking cotton with the same shape as the wrapping mouth should be placed at the wrapping mouth, and a suitable steel plate should be placed above the slag-blocking surface to block the tiny fine slag during the pouring process, thus effectively improving the product quality.
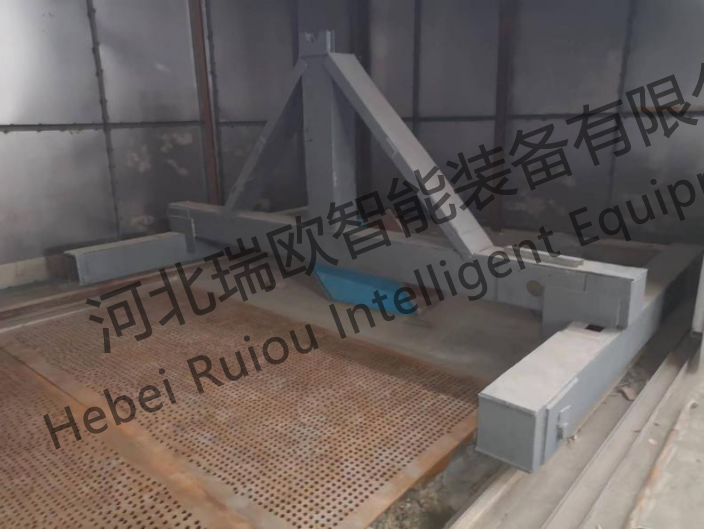
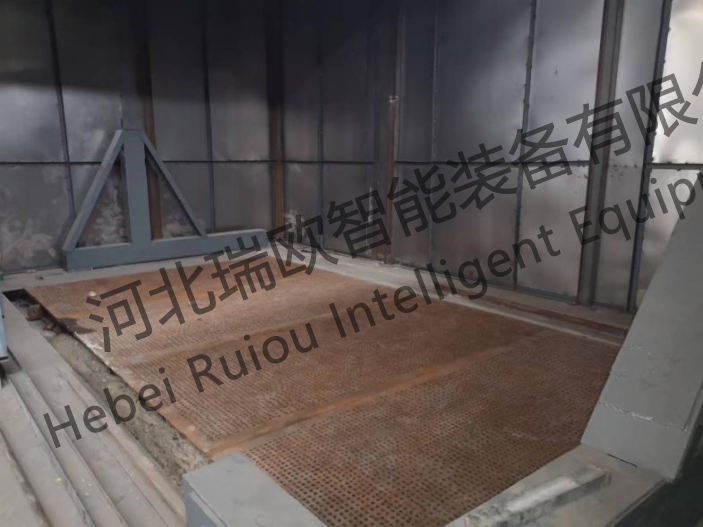
3.5 turn box out
First, manual turning over the box, supporting the use of driving, sand, turning over the box bracket mechanism. The box-turning bracket mechanism can be moved to match the use of sand boxes of different specifications.
Second, the production line standard sand box, sand box automatic operation, no need to manually turn over the box, usingBottom leakage sandThe sand is released for recycling and reuse, which greatly reduces the labor intensity of workers and improves safety.
4 Development trend and direction of lost foam casting in China
With the development of China's foundry industry, the advantages of lost foam casting have become increasingly prominent. From the perspective of the overall situation of the country, whether it is environmental protection requirements or working environment, lost foam casting still has a sustainable development period, and the speed of this development period will increase. It is mainly a qualitative leap and quantitative expansion. The so-called quality refers to the gradual increase of high-end casting production enterprises and the gradual breakthrough in the production of complex special-shaped castings. Our company will follow the market demand, is committed to the promotion and improvement of lost foam casting technology, wholeheartedly for the foundry manufacturers supporting high-quality equipment.


Related News
{kind=link}





Innovation Building, 453 Yuhua East Road, Shijiazhuang High-tech Zone



Social media