


Lost Foam Casting Process of Centrifugal Casting Machine Mould
Release time:
2022-06-17 13:54
Source:
1Foreword
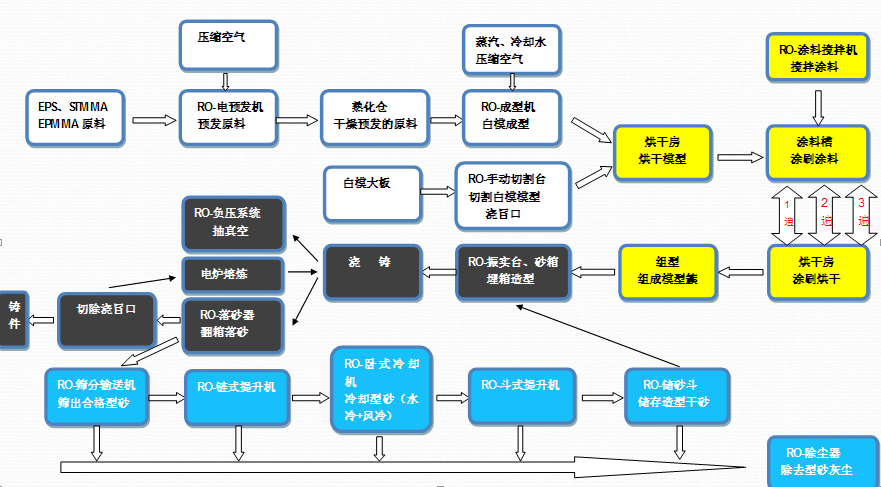
Lost foam casting (Lost foam casting) is20Century50The revolutionary new technology developed in the foundry industry at the end of the decade, known as“21Century of green casting”.The use of lost foam casting process, can cancel the sand core, parting, box and other processes, reduce the casting processing allowance, reduce the gross.billetquality, reduce surface roughness.Reduce machining allowance and save production cost. The site of the main production of centrifugal casting machine mold, the following details of the lost foam process. The flow chart is as follows
2casting analysis
(1) Size: ring shape, outer diameter1000, wall thickness80, high200(mm), single piece weight335Kg
(2) Material: ductile iron450-10, spheroidization grade:2-3Level
Chemical composition:

(3) Requirements: This casting is fully processed, and the amount of unilateral processing8mmAfter processing, there should be no sand holes and pores. (The casting is difficult to separate from the mold due to copper water entering the sand hole).
(4) Casting analysis:
a.This casting shape is simple, buried box to tilt15°, for the top sand is easy to compact.
b.Slag retaining requirements are strict, and the casting system cannot flush sand. During casting, rock wool cloth is placed at the mouth of the pouring bag to play the role of slag retaining.
c.Ductile iron relative to the gray iron body shrinkage is larger, the wall thickness80The expansion of graphite cannot be used for self-feeding, and riser feeding must be added. The test body shrinks4.5%.
d.Prevent deformation during coating drying process: the white mold for coating is relatively heavy. During the drying process, it needs to be laid flat and the bottom is flat to prevent the wet coating from deforming the white mold.
3Gating system settings
The casting is a thick wall piece, which can be directly used in the top injection riser gating system.
Size selection of riser:
aThe riser of cast iron cannot be cut by acetylene, so the design of the riser must consider the problem of cleaning. According to experience, the feeding effect of the riser of the edge holder is not ideal, and the contact surface is easy to form a neck phenomenon.
bThe riser of ductile iron shall account for the weight of the whole casting according to the empirical value.15%--20%. The diameter of the riser is the wall thickness2.2Times. The height is the diameter2Times, diameter of riser contact surface (riser diameter)0,8times the wall thickness, height in20The following.
Specific size of riser: cylindrical riser height300, diameter170; risk caliber80, height20
4Process flow
(1) Yellow area
The coating requires a coating thickness1.51.7mm. The riser and the place to be washed should be reached.2.0Thick. In some places with serious erosion, sodium silicate should be mixed with the adjusted paint to increase the high temperature strength, or asbestos cloth should be used to soak the paint in the last layer of paint and then stick it on the part washed by molten iron to prevent the coating from being washed by molten iron.
(2) Black Area Craft Card
casting temperature1430-1450 ℃
Negative pressure:0.04--0.05Mpa
Pressure holding:0.04-0.05Mpa, holding pressure15minutes (to prevent expansion of the tank)
Open Box Time:After 2 hours
Casting speed:40-45 seconds as fast as possible
Buried box process: white mold tilt anglePlaced at 15 °, it is easy to add sand for the top arc surface of the casting. After the bottom sand is compacted, put it into the yellow mold, avoid the yellow mold during the sand addition process, and the vibration time cannot be too long,10-15sCan prevent vibration deformation. The following figure is a picture of white mold placement and casting after pouring.


5Conclusion:
Through this casting, the above parameters can meet the requirements of casting production, especially for the larger shape of the white mold application of the above method can prevent the coating drying and burying the box in the process of deformation.
Related News
{kind=link}





Innovation Building, 453 Yuhua East Road, Shijiazhuang High-tech Zone



Social media