


Chapter Four Black Area Process 4.8 Lost Matrix Process Flow
Release time:
2022-03-24 09:54
Source:
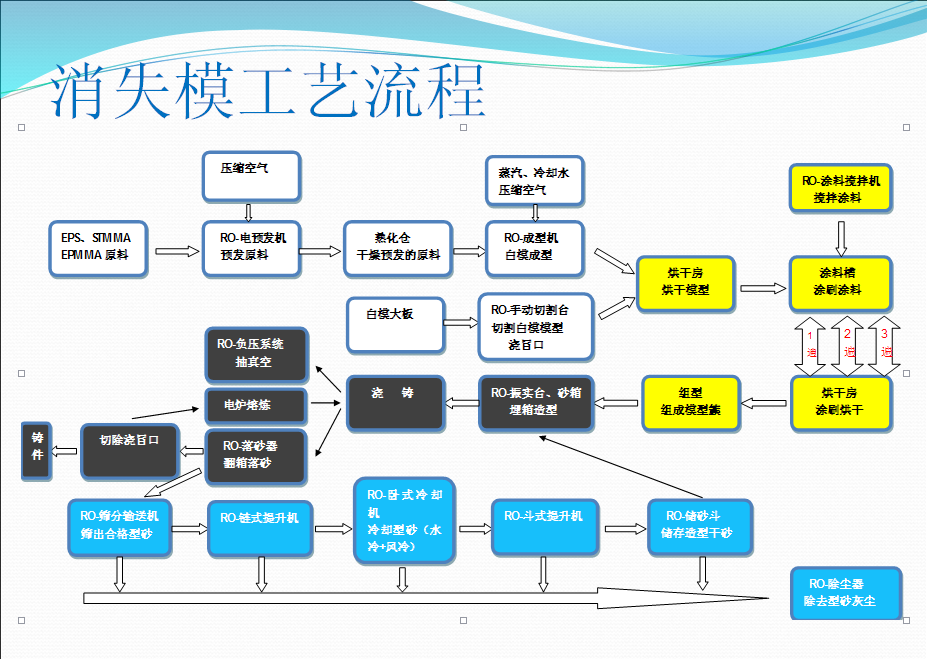
First of all, let's take a look at the process flow of the lost foam. Through the explanation a few days ago, we should know that the process flow of the white and yellow areas in the lost foam process should have a certain understanding. The process of the black area mainly includes: burying the box and pouring.
(1) Modeling of buried box
It should be noted that:
①Before sand filling, the isolation screen of the extraction chamber of the sand box shall be checked for damage.
②The castings shall be filled in layers, and the height of each layer shall be about100~200mm, and then fill a layer of molding sand after vibrating.
③Layered sand filling, each layer of sand filling height of about100~200mm, the sand scraped flat, vibration good and then fill the next layer of sand. The sand filling process shall not damage the appearance and prevent the coating from peeling off. The molding sand cannot be filled straight at the pattern, but should be filled at the sand wall and then slowly in the middle.
Especially difficult to fill sand parts, should assist artificial filling, model of difficult to fill sand long hole, deep hole, blind hole and dead angle area should be pre-filled, and then put into the mold, for these parts, generally in the first pre-filled containing binder (preferably with glutinous rice flour) sand and tamping or add cold iron.
④The amount of sand eaten at the top cannot be less100mm, special circumstances shall be handled separately. When the molding sand is filled to about 50mm from the upper part of the sand box, stop filling the sand, cover the plastic film (each side is required to be about 200mm larger than the sand box), and cover the sand again (about 50mm or more) to prevent molten iron from splashing during pouring and damaging the plastic film.
⑤Buried box molding process generally use vibration to improve the compaction of dry sand casting mold. Considering that the foam plastic mold is easy to deform, high frequency and low amplitude vibration should be used when the vibration is tight.
The vibration time affects the mold density, the time is long, the density is high, but the effect is not obvious if the time is too long, but it is easy to destroy the appearance and the coating layer. Affect casting quality. In actual production, it can be treated separately according to the size of the sand box and the different types of modeling materials.
(2) Pouring.
The lost foam casting process mainly needs to determine several parameters:
①Pouring temperature:
Since the gasification of the pattern is an endothermic reaction, the heat of the liquid metal needs to be consumed, and the pouring temperature should be higher. Pouring under negative pressure, the filling capacity is greatly improved, from the smooth exclusion.EPS solid, liquid product point of view, also requires a higher temperature. It is generally recommended that the pouring temperature of EPS process is 30~50 ℃ higher than that of ordinary sand casting. Table 1 Recommended pouring temperature range:
Table1 Alloy pouring temperature when using lost foam casting process
| Alloy type |
cast steel |
ductile iron |
gray iron |
Aluminum alloy |
Copper alloy |
| Pouring temperature ℃ |
1450-1700 |
1380-1450 |
1360-1420 |
700-750 |
1200-1500 |
②negative pressure
the role of negative pressure:
①Compact dry sand to prevent sand washing, disintegration and movement of the profile wall (especially ductile iron is more important).
②Speed up the exhaust speed and exhaust volume, reduce the interface air pressure, speed up the metal front advancing speed to improve the filling capacity, is conducive to reducing the surface defects of the casting.
③Improve the copy, the casting outline is more clear.
④Cast under the seal to improve the environment.
Negative pressure range: according to the type of alloy, select the negative pressure range, see table2。
Table2. Negative pressure range
| Alloy type |
Cast aluminum |
cast iron |
cast steel |
| Negative pressure range (mmHg) |
50-100 |
300-400 |
400-500 |
Vacuum degree is the most important and basic factor for negative pressure casting. After the vacuum degree of the sand box is improved, the penetration force of the metal liquid is significantly improved, and the probability of sticking sand defects is obviously increased. Therefore, the size of the vacuum degree during pouring should also be considered comprehensively.
③Pump stop time
The pump stop time refers to the time from the end of pouring to the release of vacuum.
Due to the heat absorption of foam gasification and the cooling effect of the mold, the temperature of the liquid alloy drops rapidly after pouring into the mold. When the crust layer on the surface of the casting has a certain thickness and strength, and then according to the quality and thickness of the casting, determine a reasonable stop pump time, so that the casting free shrinkage, in order to reduce the casting stress.
④Pouring speed
The correct pouring method and speed are:
<1>, take the "slow-fast-slow" method, that is, the pouring speed should be slow at the beginning, then turn fast, and finally pour slowly.
<2>, pouring in addition to master the tempo of pouring speed, but also to avoid breaking and a large amount of liquid metal overflow. Both of these cases will destroy the vacuum state of the mold, resulting in collapse of the box.
Related News
{kind=link}





Innovation Building, 453 Yuhua East Road, Shijiazhuang High-tech Zone



Social media